Reading time: 7 minutes
Text: James Woodock
As Additive Manufacturing (AM) pushes into ever more application areas, the conversation almost always comes back to materials. That might mean the growing number of metal alloys available or polymers positioned. What tends to get far less attention is support materials — despite the fact that, for many AM technologies, they are absolutely central to making parts printable in the first place.
For a large proportion of AM processes, supports are what enable the geometric complexity that underpins much of AM’s value proposition. As ever, the detail depends heavily on the technology being used and how it is deployed. Support strategies, materials and removal methods therefore vary widely, and need to be considered on a process-by-process basis.
Fused deposition modeling (FDM)
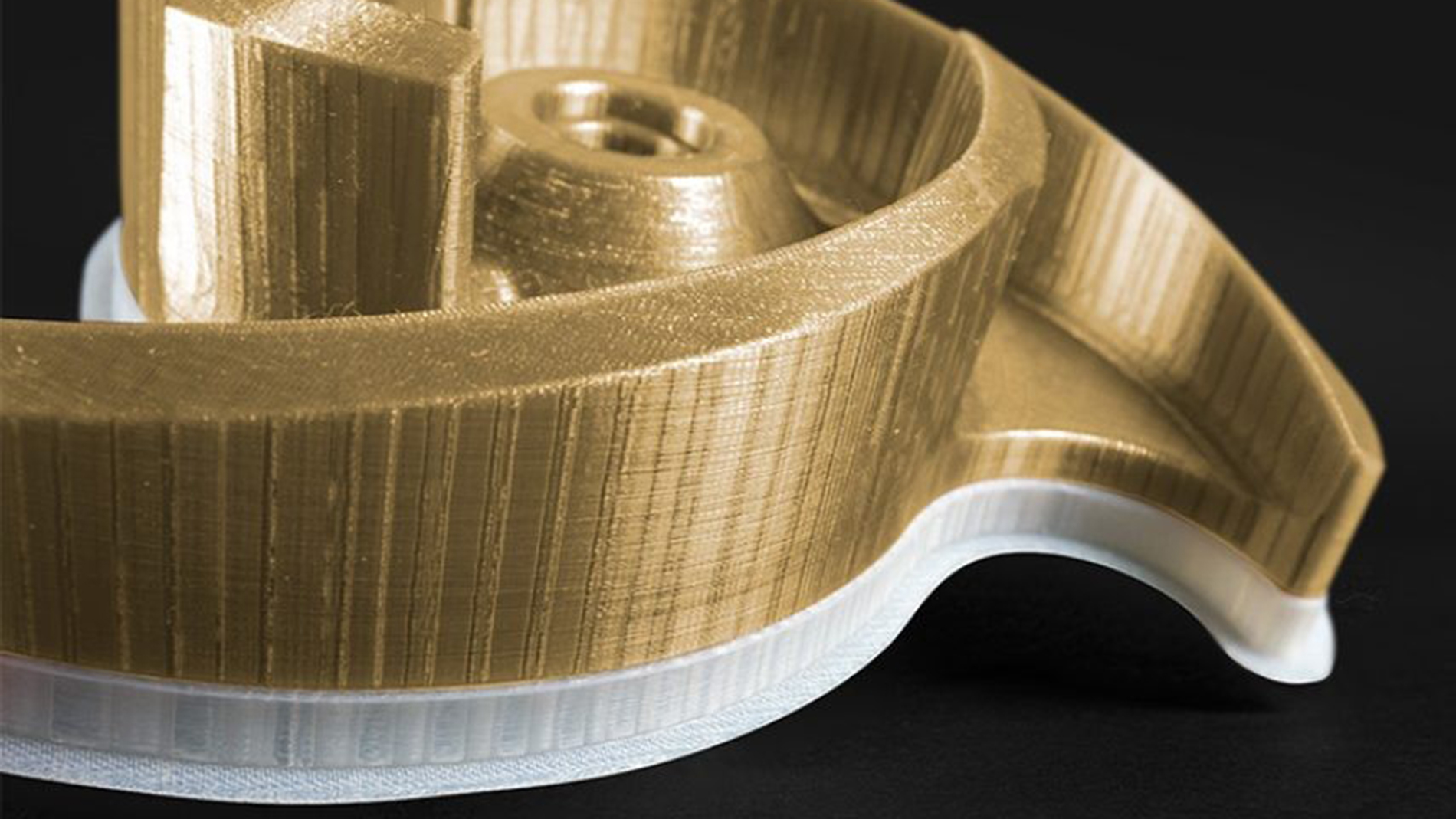
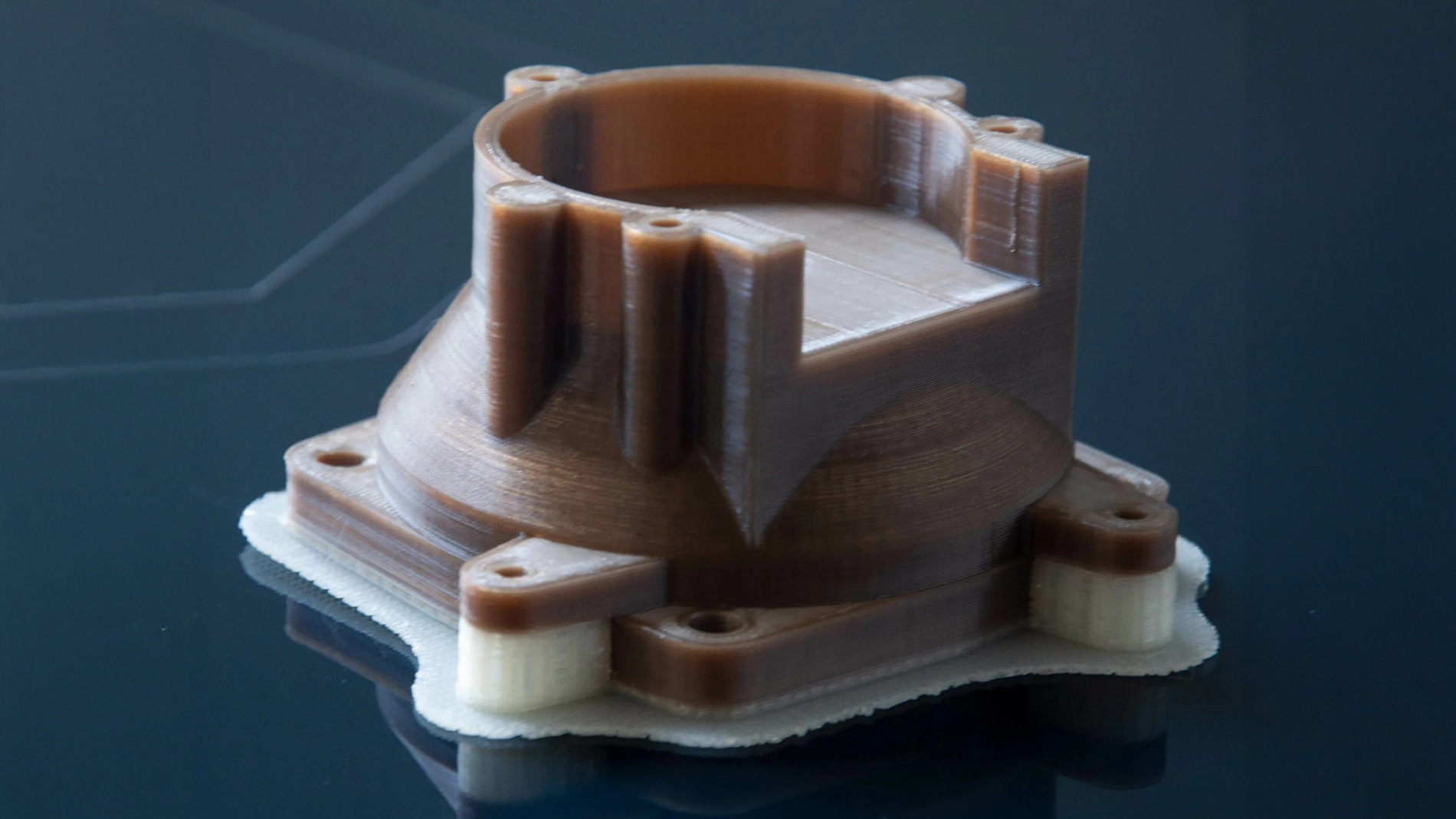
Because of the way FDM systems work to build parts, supports are required for overhangs, bridges and internal voids. Historically, those supports were printed from the same material as the part, typically with a breakaway structure that could be removed by hand or hand tools after printing. While that approach is still common, dual-extrusion systems have made soluble supports far more practical, particularly for parts with internal channels or enclosed features.
Polyvinyl alcohol (PVA) remains widely used, but materials such as BVOH (butenediol vinyl alcohol copolymer) dissolve more quickly and are less sensitive to ambient moisture. More recently, development has focused on compatibility with high-temperature engineering polymers, which have traditionally been difficult to pair with suitable support materials. A number of options are now available that operate at the elevated chamber temperatures required for materials such as PEEK, PEKK and Ultem, including FS-11 and the AquaSys range (GP, 120 and 180).
Despite these advances, part orientation and design optimisation remain the most effective ways to reduce support requirements. That said, hybrid approaches are increasingly common, combining sparse breakaway supports with a thin soluble interface layer. The result is lower material usage overall, while still allowing clean separation at critical surfaces.
Material jetting
In material jetting platforms such as Stratasys PolyJet and 3D Systems MultiJet, support material is fundamental to the process rather than an optional extra. Whether water-soluble or wax-based, these supports are key to achieving the smooth surfaces, fine detail and multi-material capability that make material jetting particularly attractive in medical and dental applications.
At the large-format end of the spectrum, Massivit 3D has introduced Dimengel WB, a water-breakable support designed for very large prints. For tooling and mould applications in particular, this significantly simplifies post-processing compared with more traditional removal methods.
Laser powder bed fusion (LPBF)
For the most part, metal LPBF processes still rely on same-material supports that must be removed mechanically, often through machining. While improvements in generative design and automated removal have helped, support removal remains labour-intensive and continues to act as a brake on wider industrial adoption. As a result, most development in this area focuses on reducing and managing supports, rather than replacing them with true multi-material solutions.
One area of ongoing research looks at modifying the microstructure at the interface between the support and the part, enabling selective chemical etching of the support without affecting the finished component. At the same time, near-support-free LPBF systems have emerged — most notably from Velo3D — alongside a steady stream of academic work exploring overhang capability and process stability.
Extrusion-based metal systems such as Markforged’s Metal X and Desktop Metal’s Studio System have taken a different approach for some time, using thin ceramic release layers between the part and its supports. These non-bonding interfaces allow supports to be removed without tools after sintering, reducing finishing effort and improving consistency.
Vat polymerisation
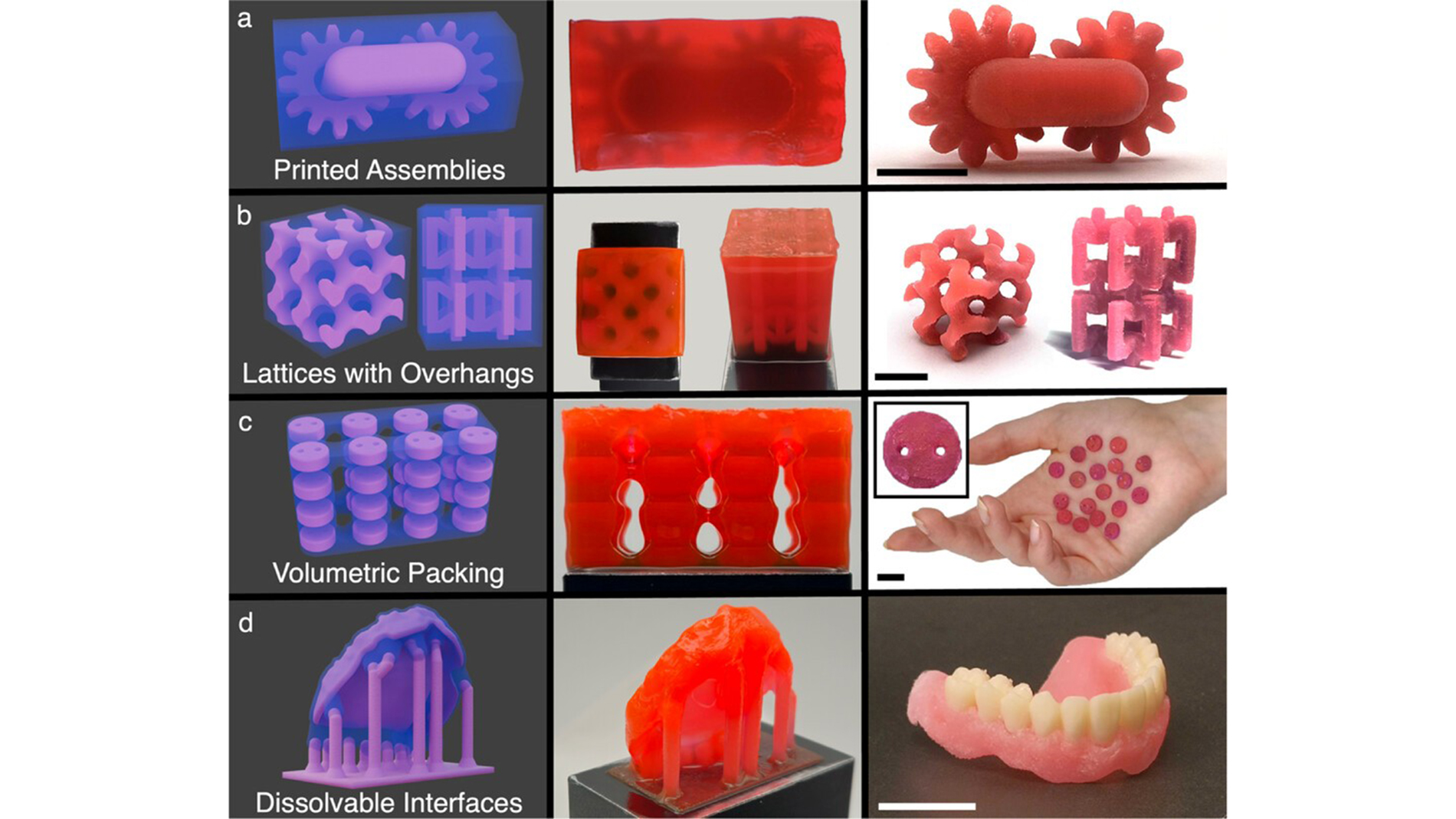
Vat polymerisation processes are, by their nature, limited to a single resin, which means supports must be carefully designed and mechanically removed after printing. However, recent research at MIT has demonstrated a technique known as selective solubility vat photopolymerization (SSVP). This uses two light sources — visible and UV — to create two chemically distinct forms of the same material. Exposure to visible light produces a rigid, dissolvable thermoplastic, while UV exposure creates a crosslinked thermoset that resists dissolution.
Alongside this, bi-directional printing approaches — such as those introduced by Duplex — have the potential to dramatically reduce, or in some cases almost eliminate, the need for traditional support structures.
Self-supporting technologies
Some AM processes benefit from being inherently self-supporting. In selective laser sintering (SLS) and multi jet fusion (MJF), unfused powder provides full support during the build. Unlike LPBF, parts are generally less prone to distortion and do not need to be anchored to the build plate.
The same principle applies to binder jetting systems, whether in metals, sands or polymers. These are effectively ‘cold’ build processes, with high-temperature sintering or infiltration taking place as a separate downstream step, removing the need for conventional supports during printing.
Reducing the need, reducing the impact
Across AM, support materials are slowly shifting from disposable scaffolding to more considered, engineered solutions. The emphasis remains on reducing or eliminating supports through design and process optimisation, but where supports are unavoidable, the focus is on making them easier to remove — cleanly, quickly and with minimal downstream effort.
Extrusion-based metal systems such as Markforged’s Metal X and Desktop Metal’s Studio System have taken a different approach for some time, using thin ceramic release layers between the part and its supports. These non-bonding interfaces allow supports to be removed without tools after sintering, reducing finishing effort and improving consistency.