Lesedauer: 6 Minuten
Text: James Woodock
Während die Additive Fertigung (AM) immer mehr Anwendungsbereiche erobert, spielen Materialien eine wichtige Rolle – unter anderem in Form von immer mehr verfügbaren Metalllegierungen oder Polymeren. Weit weniger Beachtung finden dagegen Stützmaterialien – obwohl sie oft von zentraler Bedeutung sind, um den Druck von Bauteilen zu ermöglichen.
Bei einem Großteil der AM-Prozesse ermöglichen die Stützstrukturen die Umsetzung der geometrischen Komplexität und damit den Mehrwert, den AM verspricht. Wie immer hängen die Details stark von der verwendeten Technologie und deren Einsatz ab. Stützstrategien, Materialien und Entfernungsmethoden variieren daher stark und müssen für jeden Prozess einzeln betrachtet werden.
Fused Deposition Modeling (FDM)
Bei FDM-Systemen sind Stützstrukturen für Überhänge, Brücken und innere Hohlräume erforderlich. In der Vergangenheit wurden diese Stützstrukturen aus dem gleichen Material wie das Teil gedruckt, in der Regel mit einer abbrechbaren Struktur, die nach dem Druck von Hand oder mit Handwerkzeugen entfernt werden konnte. Dieser Ansatz ist zwar nach wie vor üblich, doch haben Dual-Extrusion-Systeme lösliche Stützstrukturen wesentlich praktischer gemacht, insbesondere für Teile mit inneren Kanälen oder geschlossenen Strukturen.
Polyvinylalkohol (PVA) ist nach wie vor weit verbreitet, aber Materialien wie BVOH (Butendiol-Vinylalkohol-Copolymer) lösen sich schneller auf und sind weniger empfindlich gegenüber der Umgebungsfeuchtigkeit. In jüngerer Zeit konzentrierte sich die Entwicklung auf die Kompatibilität mit hochtemperaturbeständigen technischen Polymeren, die traditionell schwer mit geeigneten Stützmaterialien zu kombinieren waren. Mittlerweile gibt es eine Reihe von Optionen, die auch bei hohen Temperaturen in der Baukammer (die für Materialien wie PEEK, PEKK und Ultem erforderlich sind) funktionieren, darunter FS-11 und die AquaSys-Reihe (GP, 120 und 180).
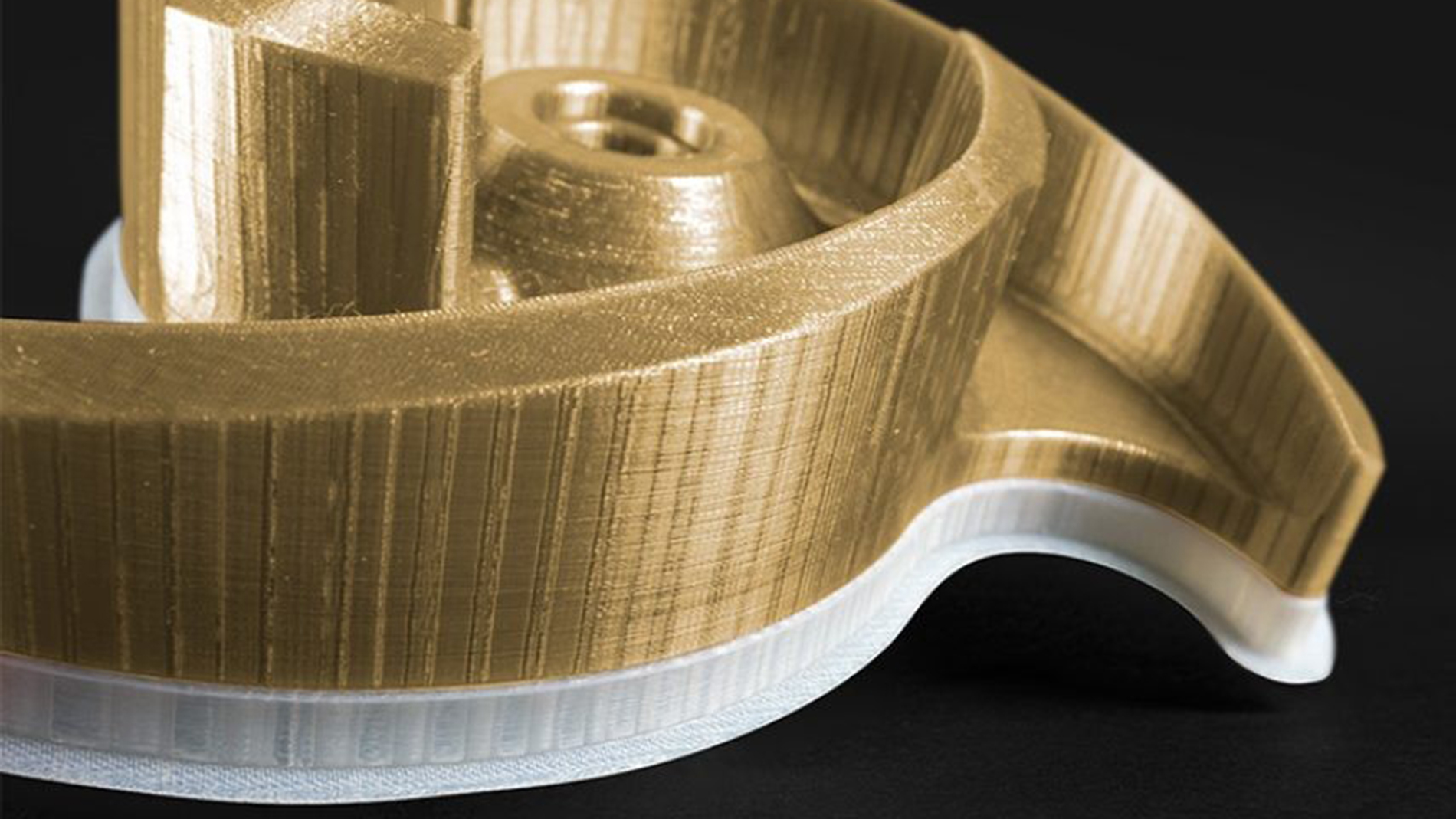
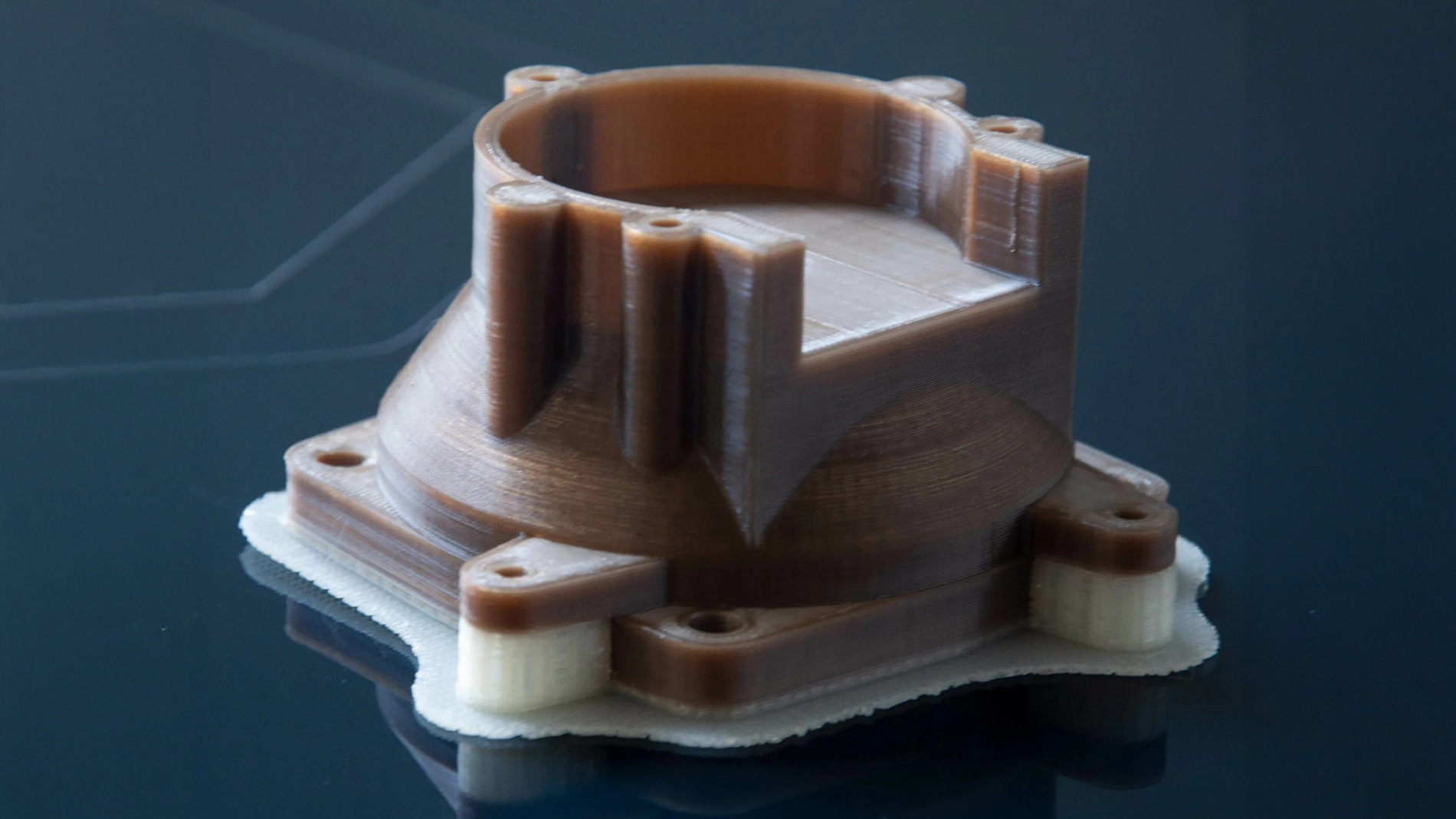
Trotz dieser Fortschritte sind die Ausrichtung der Teile und die Optimierung des Designs nach wie vor die effektivsten Methoden, um den Stützbedarf zu reduzieren. Allerdings werden zunehmend hybride Ansätze verwendet, bei denen filigrane, ablösbare Stützstrukturen mit einer dünnen, löslichen Grenzschicht kombiniert werden. Das Ergebnis ist ein insgesamt geringerer Materialverbrauch bei gleichzeitig sauberer Trennung an kritischen Oberflächen.
Material-Jetting
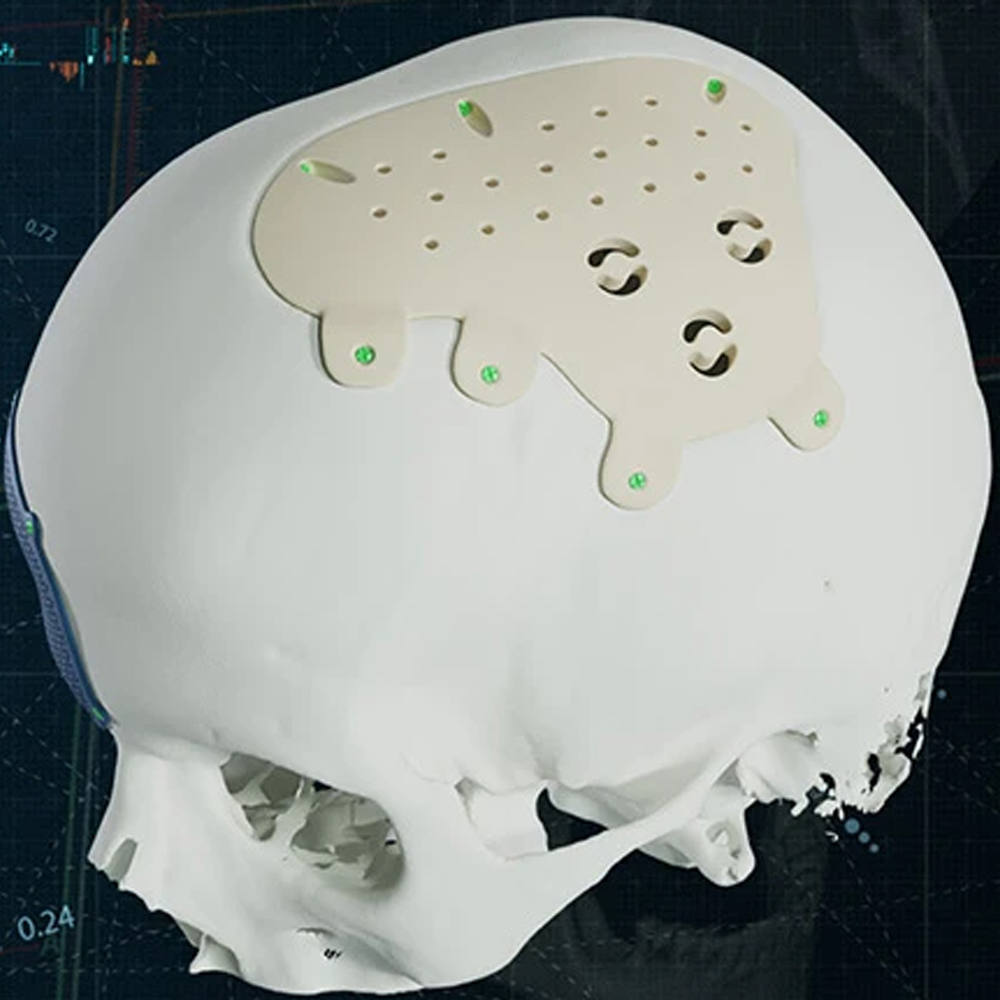
Bei Material-Jetting-Sytemen wie Stratasys PolyJet und 3D Systems MultiJet ist Stützmaterial nicht nur eine optionale Zusatzfunktion, sondern für den Prozess von grundlegender Bedeutung. Ob wasserlöslich oder auf Wachsbasis – diese Stützstrukturen sind entscheidend, wenn es um glatte Oberflächen, feine Details oder die Verarbeitung mehrerer Materialien geht. Gerade durch diese Eigenschaften wird Material-Jetting attraktiv für medizinische und zahnmedizinische Anwendungen.
Im Großformatbereich hat Massivit 3D mit Dimengel WB ein wasserlösliches Stützmaterial für sehr große Drucke vorgestellt. Das vereinfacht insbesondere bei Anwendungen im Werkzeug- und Formenbau die Nachbearbeitung erheblich.
Laser Powder Bed Fusion (LPBF)
In den meisten Fällen werden bei metallischen LPBF-Verfahren nach wie vor Stützstrukturen aus dem gleichen Material verwendet – und im Anschluss mechanisch (oft durch Zerspanung) entfernt. Trotz Fortschritten im generativen Design und der Automatisierung ist die Entfernung der Stützstrukturen nach wie vor arbeitsintensiv und bremst weiterhin die industrielle Verbreitung. Daher konzentriert sich die Entwicklung in diesem Bereich vor allem auf die Reduzierung und das Management von Stützstrukturen.
In der aktuellen Forschung befassen sich einige Arbeiten mit der Modifizierung der Mikrostruktur an der Schnittstelle zwischen Stützstruktur und Bauteil. Damit soll ein selektives chemisches Ätzen der Stützstruktur ermöglicht werden, ohne das fertige Bauteil zu beeinträchtigen. Gleichzeitig sind LPBF-Systeme entwickelt worden, die nahezu ohne Stützstrukturen arbeiten können – vor allem von Velo3D. Darüber hinaus befasst sich eine Vielzahl wissenschaftlicher Arbeiten mit Überhangfähigkeit und Prozessstabilität.
Extrusionsbasierte Metallsysteme wie das Metal X von Markforged und das Studio System von Desktop Metal verfolgen einen anderen Ansatz und verwenden dünne keramische Trennschichten zwischen Stützmaterial und Bauteil. Durch diese nicht haftenden Grenzflächen können die Stützen nach dem Sintern vergleichsweise einfach entfernt werden. Das reduziert die Nachbearbeitung und verbessert zudem die Konsistenz des Bauteils.
Vat Polymerisation
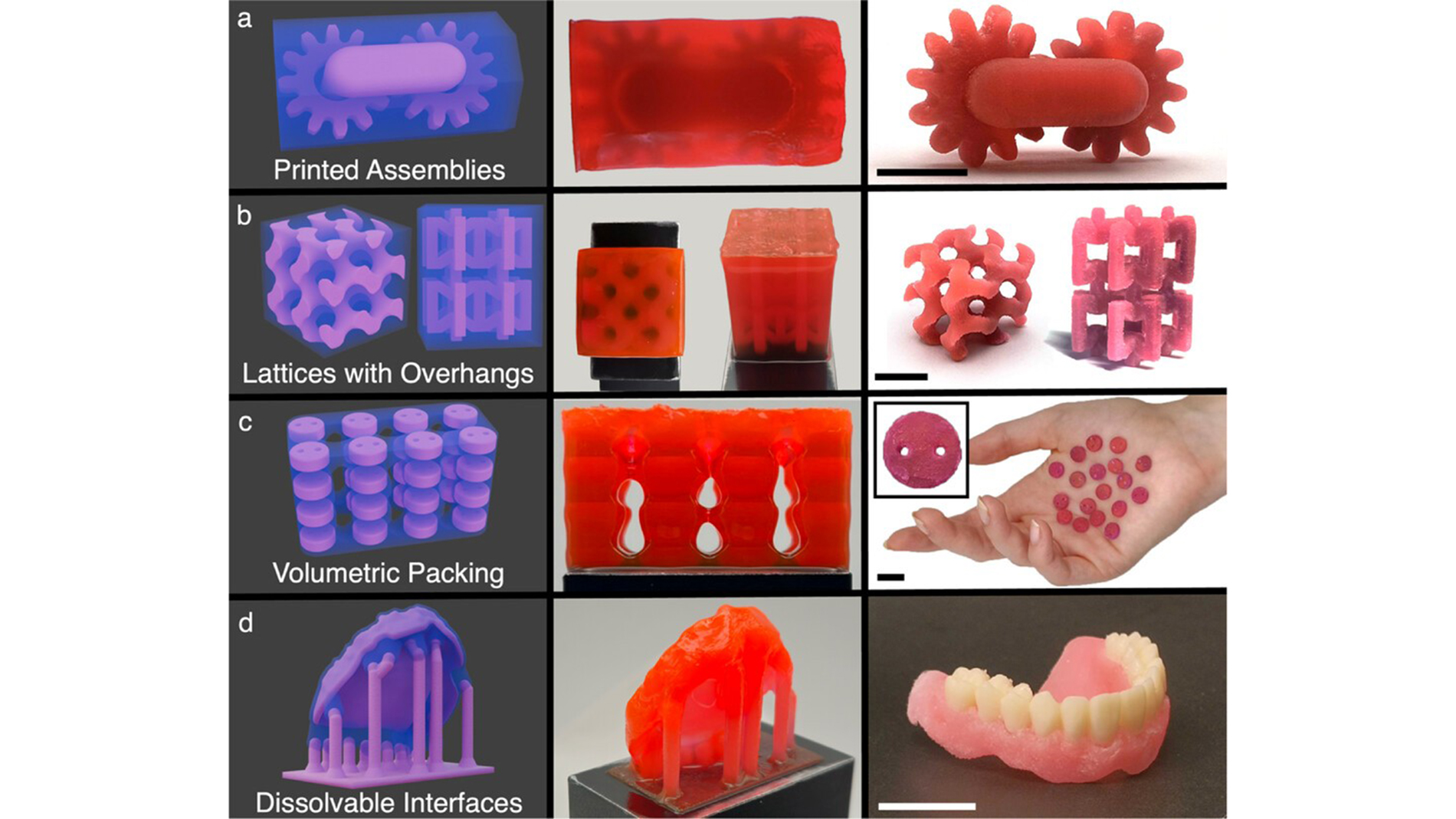
Vat-Polymerisation-Verfahren beschränken sich naturgemäß auf ein einziges Harz. Die Stützstrukturen müssen deshalb schon beim Design sorgfältig mitgedacht und nach dem Druck mechanisch entfernt werden. In einer aktuellen Forschungsarbeit am MIT wurde jüngst die „Selective Solubility Vat Photopolymerization“ (SSVP) vorgestellt. Dabei werden zwei Lichtquellen – sichtbares Licht und UV-Licht – verwendet, um zwei chemisch unterschiedliche Formen desselben Materials zu erzeugen. Durch die Einwirkung von sichtbarem Licht entsteht ein starrer, löslicher Thermoplast, und das UV-Licht lässt einen vernetzten Duroplast entstehen, der sich nicht auflösen lässt.
Daneben haben bidirektionale Druckverfahren – wie sie beispielsweise von Duplex eingeführt wurden – das Potenzial, den Bedarf an herkömmlichen Stützstrukturen drastisch zu reduzieren oder in einigen Fällen sogar fast vollständig zu eliminieren.
Selbsttragende Technologien
Einige AM-Verfahren profitieren davon, dass sie von Natur aus selbsttragend sind. Beim selektiven Lasersintern (SLS) und bei der Multi-Jet-Fusion (MJF) sorgt loses Pulver für die notwendige Unterstützung. Im Gegensatz zu LPBF sind die Teile in der Regel weniger verformungsanfällig und müssen nicht an der Bauplatte verankert werden.
Das gleiche Prinzip gilt für Binder-Jetting-Systeme, sei es bei Metallen, Sand oder Polymeren. Hierbei handelt es sich um effektive „kalte” Bauprozesse, bei denen das Sintern oder die Infiltration bei hohen Temperaturen als separater, nachgelagerter Schritt erfolgt. Stützstrukturen sind dabei überflüssig.
Bedarf und Auswirkungen reduzieren
In der gesamten Additiven Fertigung wandeln sich Stützmaterialien langsam von Einweggerüsten zu durchdachten, technischen Lösungen. Der Schwerpunkt liegt weiterhin auf der Reduzierung oder Eliminierung von Stützen durch Design- und Prozessoptimierung. Wenn Stützstrukturen unvermeidbar sind, geht es darum, sie leicht zu entfernen: sauber, schnell und mit minimalem Aufwand in der Nachbearbeitung.